For over 30 years, Delserro Engineering Solutions (DES) has been an industry-wide leader in the field of product reliability testing. DES is currently seeking an experienced quality engineer or a test engineer.
Responsibilities of this position include:
- Setting up and performing tests
- Writing procedures and test reports
- Have a thorough understanding of test equipment such volt meters, power supplies, data acquisition systems, test chambers & vibration/shock equipment
- Working within the requirements of ISO/IEC 17025 and DES’s operating policies
- Understanding and following detailed instructions, test standards and specifications
Additional requirements of this position include:
- Must be a US citizen
- Proficient with Microsoft Office products
- Able to effectively communicate
- Able to meet deadlines and multitask
- Able to lift 50 pounds without stress
- Must be a team player and work well with group activities
Experience with the following is a plus:
- ISO 17025 Quality Management System
- Previous work experience in a test lab environment
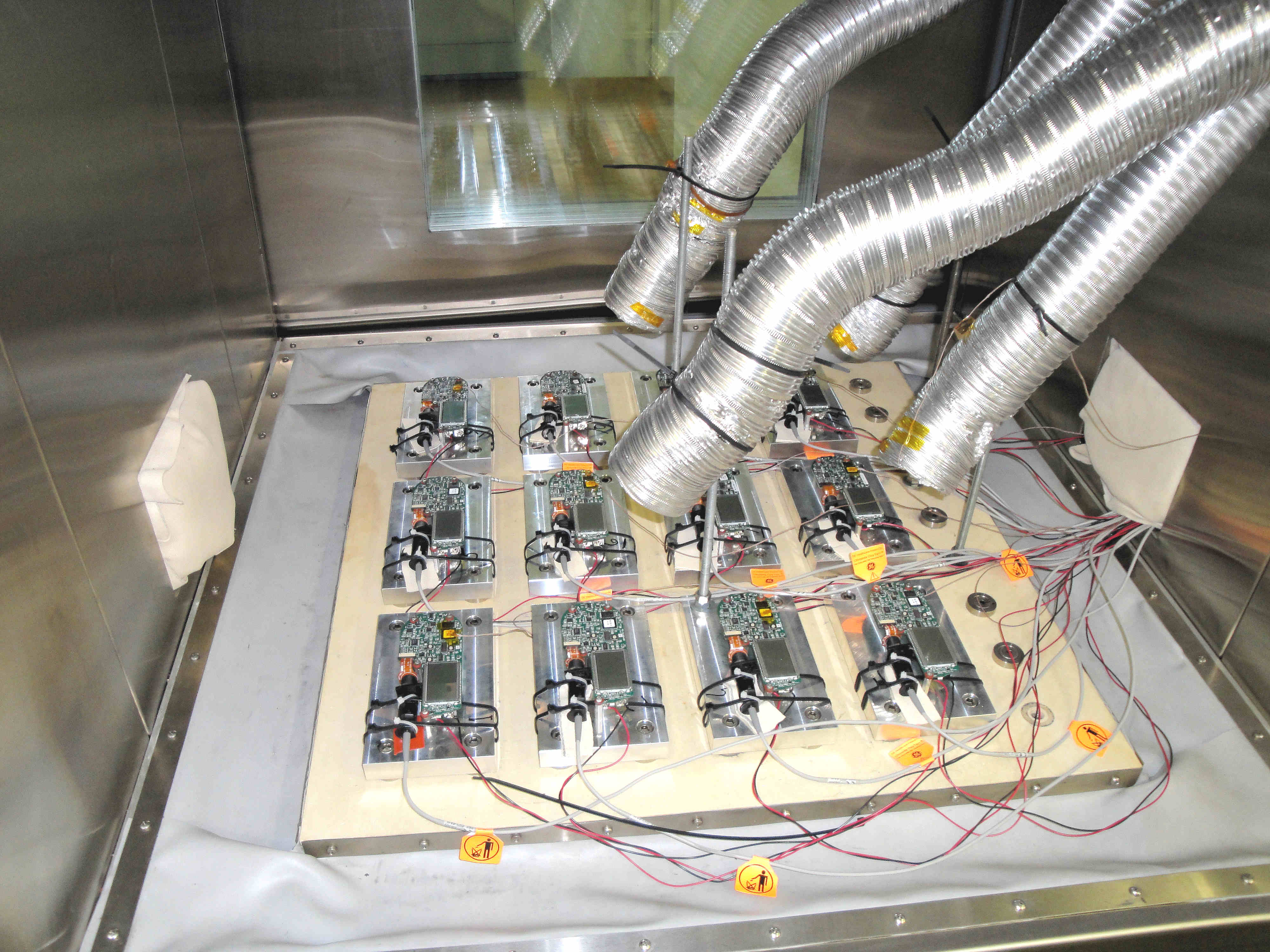
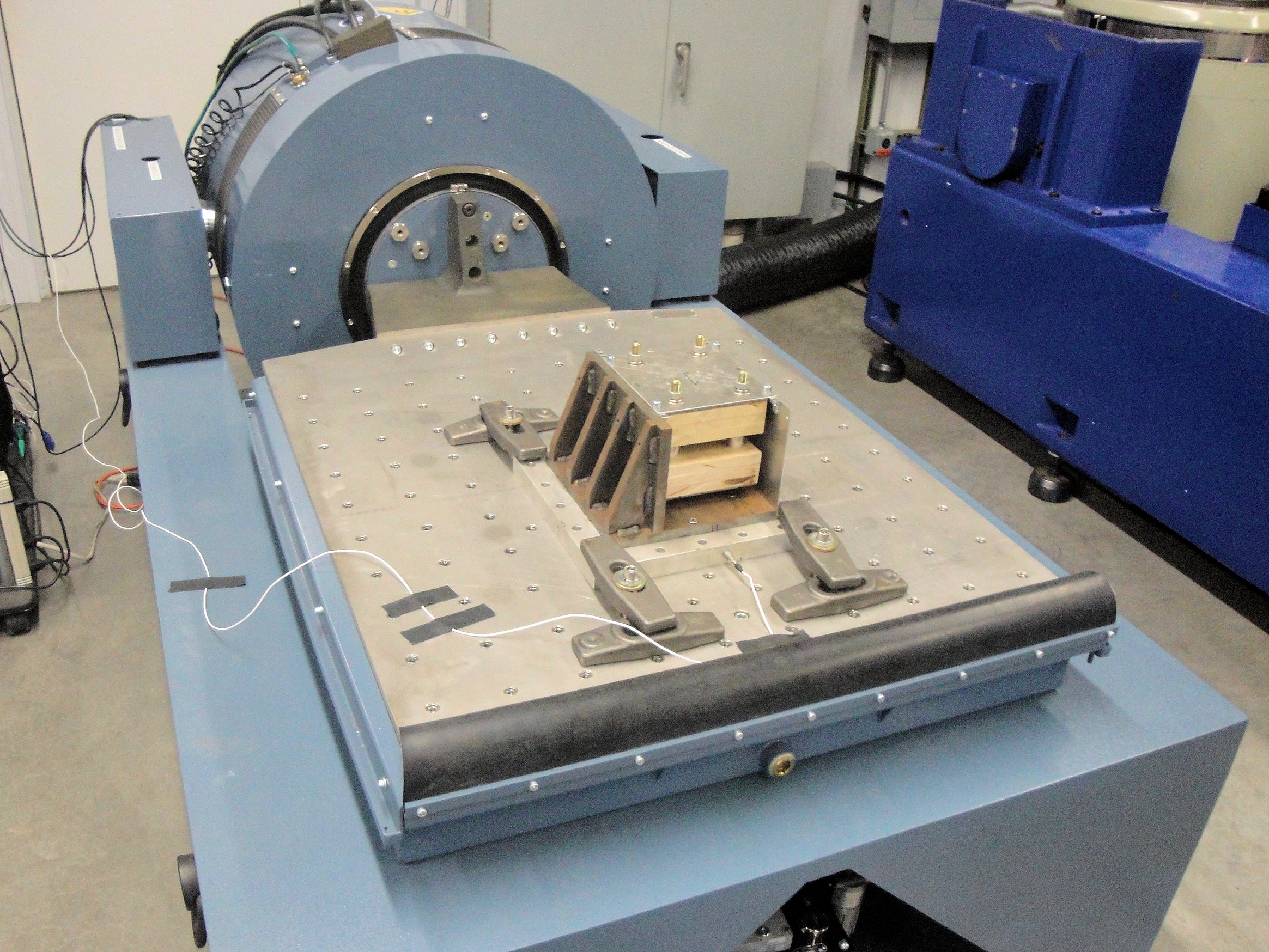
- Operation of instrumentation, temperature chambers, & vibration/shock test equipment
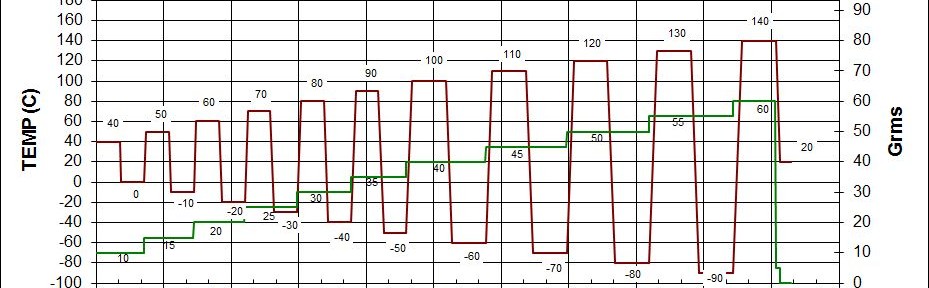
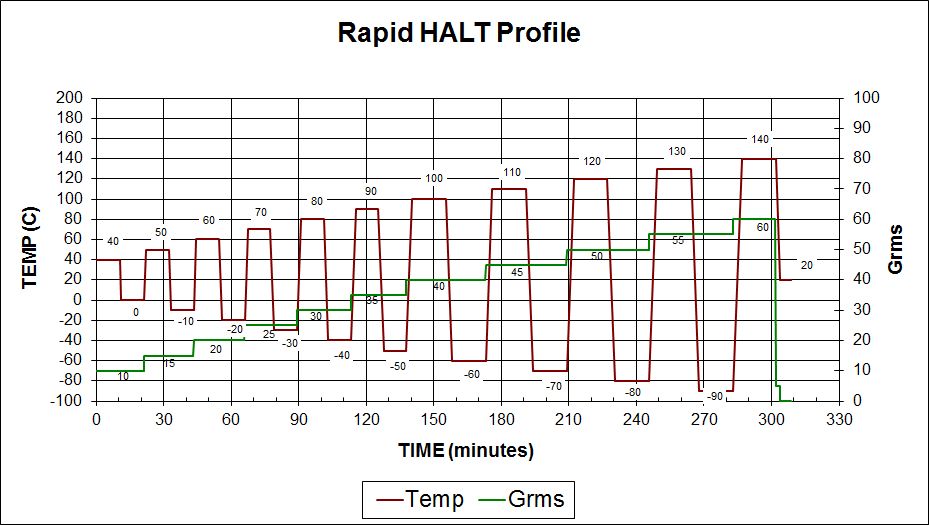
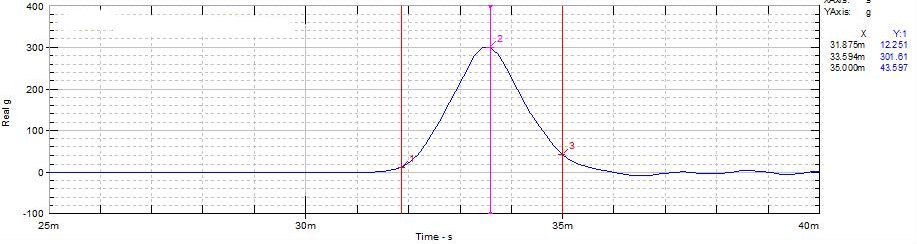
- Test methods such as HALT, temperature & humidity testing, vibration & shock testing, reliability and durability testing
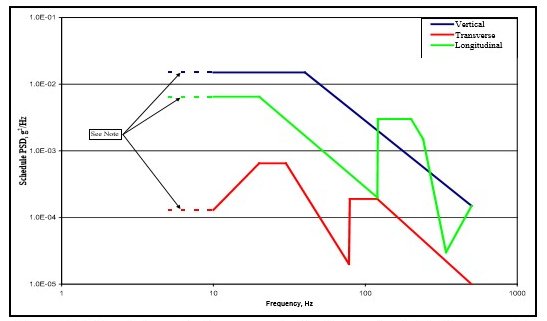
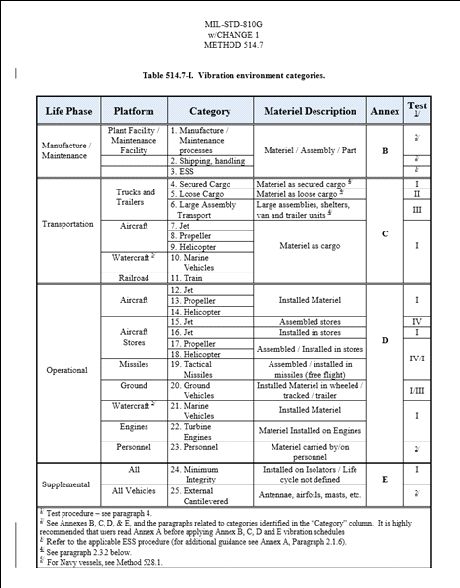
- Test standards such as MIL-STD-810, RTCA DO-160 & ISO 60068
- Package Testing
- Reliability and Accelerated Life Testing theories
Please e-mail resumes and salary requirements to info@desolutions.com