Customer Goal
A customer approached DES looking to perform Highly Accelerated Life Testing (HALT) on a new circuit board design. DES and the customer agreed to test the circuit boards using DES’s traditional HALT test procedure which calls for hot/cold temperature steps followed by rapid temperature ramping, vibration steps and combined temperature and vibration stresses. HALT testing on electrical componentry is quite common across industry to expose design weaknesses; both mechanical and electrical (What is HALT and Why Perform HALT?). Typical failures include poor solder connections, overheating, component failure, etc. (What Kind Of Failures Occur During HALT?)
Results
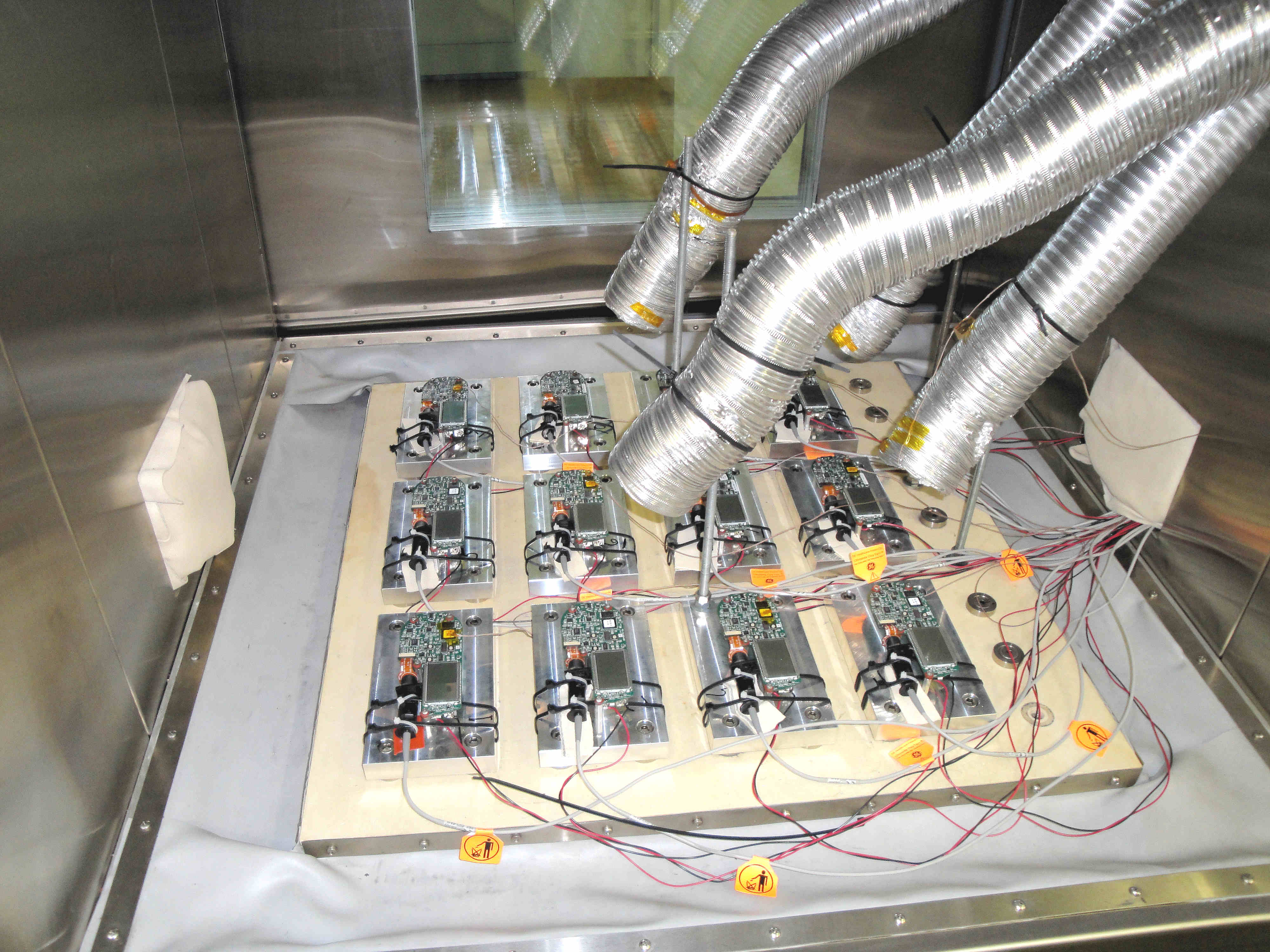
The hot/cold temperature steps exposed soft failures such as power resets and lack of communication for the circuit boards. One hard failure was also exposed during this stage which proved to be a recurring problem and thus an area of weakness in the product design. The units functioned properly during the vibration steps and rapid thermal ramping stages. The combined temperature and vibration stage, however, revealed the same issue as seen in the first stage on two other units.
The circuit board featured potted componentry for purposes exclusive to the customer. This potted feature cracked on multiple units throughout testing and caused all sorts of communication issues for the units. In 3 days the customer was able to expose a product design weakness that would most likely have caused a number of warranty and reliability issues. In the words of the customer:
“The results from this testing have identified strong and
more importantly weak areas in our design.”
– Customer
HALT testing is a necessity for products with electrical circuity in terms of preventing field failures and high product return rates. Problems such as these can be really damaging to a company’s bottom line if not addressed early in the design process. Fortunately this customer has had experience with HALT in the past and chose to perform HALT before finalizing the product design. DES has over 20 years of experience performing HALT testing on a variety of medical, commercial, industrial and military products. Schedule your next HALT test with us by contacting us or call us at 610.253.6637.
If my profile is set to 50C/min during precipitation range from 90C to -65C (5 cycles) and Detect at 5C/min at 75C to -50C with 5C/min but the actual temperature survey taken were 25C/min at precipitation and the average temperature reading span was (75C (Hot)+ -50C =125C) do we consider this as an optimized profile? If NO, is this 25C/min justifiable to precipitate failures?
There is not enough information to determine if this will be an effective profile. The following blogs may help answer your questions.
https://www.desolutions.com/blog/2019/03/what-is-hass-testing/
https://www.desolutions.com/blog/2019/05/how-to-implement-a-hass-program-engineering-solutions/