Vibration Testing for military compliance is a crucial aspect for products aiming to serve in military applications. To ensure that these products can endure a severe military environment, they must undergo rigorous testing at a state-of-the-art vibration testing lab. This process involves defining the environmental life cycle that the product will encounter and then developing and executing a qualification test plan based on specific military standards. Completing these tests and documenting them in a detailed report is integral to achieving military compliance.
Why Perform Military Compliance Vibration Testing?
Military compliance vibration testing is especially crucial for military products integrated into complex and costly systems, where failure can lead to significant consequences. The principle reasons for executing this testing include the following:
- Ruggedizing Your Product: Testing your product to a military standard vibration profile will ensure that it can withstand harsh vibration exposures that it would experience throughout its life cycle.
- Evaluating Performance: Military compliance vibration testing ensures that items will perform properly under harsh vibration conditions. If your component does not function properly, it could cause a failure of a complicated system.
- Reducing Maintenance and Preventing Field Failures: A robust product will have less or no field failures, reduce downtime and maintenance which is critical for military applications.
Focusing specifically on vibration testing for military compliance, this article delves into various military standards that are vital in evaluating a product’s durability and ruggedness. These include MIL-STD-167, MIL-STD-202, MIL-STD-750, MIL-STD-810, and MIL-STD-883, each with their specific testing methods for a range of environmental conditions including sinusoidal and random vibration testing.
- MIL-STD-167 Department of Defense Test Method Standard – Mechanical Vibrations of Shipboard Equipment
- MIL-STD-202 Department of Defense Test Method Standard for Electronic and Electrical Component Parts
- MIL-STD-750 Test Methods for Semiconductor Devices
- MIL-STD-810 Department of Defense Test Method Standard for Environmental Engineering Considerations and Laboratory Tests
- MIL-STD-883 Department of Defense Test Method Standard for Microcircuits
MIL-STD-167 applies to equipment installed on Navy ships with conventionally shafted propulsion. MIL-STD-167-1 covers mechanical vibrations caused by unbalanced rotating components of Naval shipboard equipment. MIL-STD-167-2 is for mechanical vibrations from reciprocating machinery and lateral, longitudinal vibrations of propulsion systems and shafting.
MIL-STD-202 establishes uniform methods for testing electronic and electrical component parts. MIL-STD-202 defines component parts to include capacitors, resistors, switches, relays, transformers, inductors, etc. This standard is intended to apply only to small component parts, weighing less than 300 pounds or having a root mean square test voltage up to 50,000 volts.
MIL-STD-750 is intended to apply only to testing semiconductor devices. Semiconductor devices include such items as transistors, diodes, voltage regulators, rectifiers, tunnel diodes, and other related parts.
Contact DES, where precision meets passion for excellence.
MIL Standard 810 Testing: The DES Commitment
MIL-STD-810, known for its stringent requirements, is crucial for products intended for military use, and at DES, we ensure that these products meet and exceed these rigorous standards.
Our approach to MIL Standard 810 testing is comprehensive and meticulous. We understand that each product has its unique set of challenges and requirements. Therefore, our testing process is not just about meeting the basic compliance standards; it’s about thoroughly understanding the product’s lifecycle and the environmental stresses it will endure.
Our state-of-the-art facilities are equipped to conduct the methods under MIL-STD-810H, ensuring that we cover a wide range of environmental conditions. From high and low temperatures to shock and vibration, our tests are designed to mimic the harsh conditions that products will face in real-world military environments. This thorough testing not only ensures compliance but also aids in enhancing the product’s design and durability.
Choosing DES for MIL Standard 810 testing and all other military compliance testing means partnering with a team that values precision, quality, and customer satisfaction above all else. Our experience and expertise in this field make us a trusted partner for numerous manufacturers, from small component producers to large-scale military equipment manufacturers.
Contact Delserro Engineering Solutions today to learn more about our MIL Standard 810 testing services and how we can assist in bringing your products to the highest standards of military readiness and reliability.
MIL Standard 883: Advanced Testing for Microelectronics
As mentioned in the previous list, MIL-STD-883 is critical for the testing of microelectronics used in military applications. This Department of Defense Test Method Standard for Microcircuits is essential for ensuring that microelectronic devices can withstand the demanding conditions of military use. MIL-STD-883 encompasses a comprehensive suite of test procedures tailored to assess the robustness and reliability of various microelectronic devices, including monolithic, multichip, film, and hybrid microcircuits, as well as microcircuit arrays and their constituent elements.
The standard plays a pivotal role in validating the endurance of microelectronics in extreme environmental conditions. This includes evaluating their performance under conditions of extreme temperature, vibration, and other stress factors that are commonly encountered in military environments.
For manufacturers and designers of microelectronic devices, adhering to MIL-STD-883 is not just about compliance; it’s about guaranteeing the highest levels of performance and reliability of their products in some of the most challenging conditions. This is especially crucial given the increasing complexity and miniaturization of electronic components in military hardware.
Delserro Engineering Solutions (DES) provides comprehensive testing services to ensure compliance with MIL-STD-883. Our advanced testing capabilities help manufacturers navigate the complexities of MIL-STD-883, offering the assurance that their microelectronics meet all necessary military specifications. With our state-of-the-art facilities and technical expertise, we are equipped to handle the rigorous testing requirements of MIL-STD-883, delivering results that manufacturers can trust for their high-performance microelectronic products.
Vibration Testing Lab: Cutting-Edge Solutions by DES
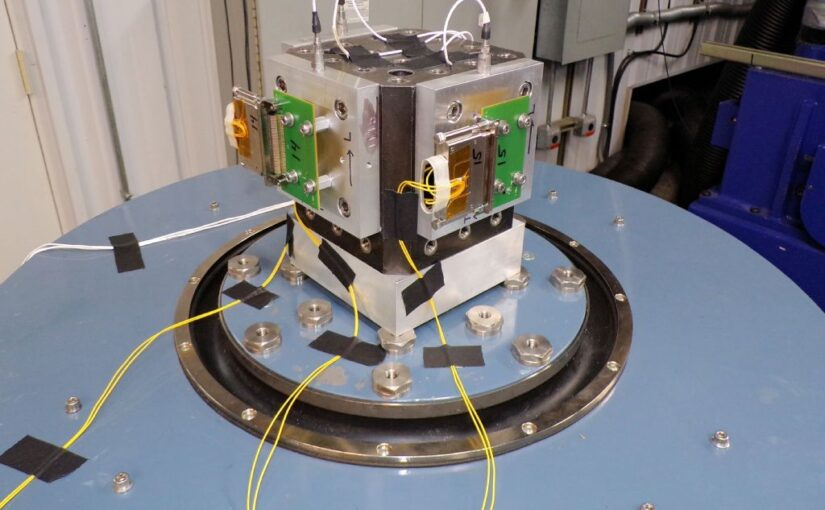
At Delserro Engineering Solutions (DES), our state-of-the-art vibration testing lab is equipped to provide comprehensive solutions for military compliance. Understanding the criticality of these tests for military applications, we offer advanced testing procedures that replicate the exact conditions products will face in the field.
Moreover, DES recognizes the importance of customizing vibration testing to meet the specific requirements of each product and its intended use. Whether it’s testing for land and sea vehicles, aircraft, helicopters, or ground transport, we tailor our vibration testing procedures to ensure the most relevant and rigorous evaluation.
Our expertise extends beyond just executing standard tests. We work closely with our clients to develop comprehensive test plans that not only meet the required standards but also provide valuable insights into product performance and potential areas for enhancement. This approach helps in identifying and rectifying deficiencies early in the design process, saving time and costs, and ultimately leading to a more robust and reliable product.
With DES’s vibration testing lab, clients can expect not just testing, but a partnership that focuses on enhancing the quality and durability of their products. Reach out to us to discuss how we can assist in fulfilling your military vibration testing requirements with our cutting-edge solutions and expert guidance.
Contact DES today to discuss your vibration testing lab requirements.
If you want to learn more about vibration testing, please read these related blog articles:
MIL-STD-810 Vibration Testing Overview
MIL-STD-810: Vibration Testing Category 4 – Truck/Trailer – Secured Cargo
MIL-STD-810: Vibration Testing Category 9 – Aircraft – Helicopter
MIL-STD-810: Vibration Testing Category 7 – Aircraft – Jet
MIL-STD-810: Vibration Testing Category 8 – Aircraft – Propeller
MIL-STD-810: Vibration Testing Category 12 – Fixed Wing Jet Aircraft
MIL-STD-810: Vibration Testing Category 15 – Aircraft Stores
MIL-STD-810: Vibration Testing Category 20 – Ground Vehicles – Ground Mobile
MIL-STD-810: Vibration Testing Category 24 – Minimum Integrity Tests (MIT)